诚信经营 合作共赢
矿用绞车生产厂家

热线电话 :158-5211-6655
诚信经营 合作共赢
矿用绞车生产厂家
热线电话 :158-5211-6655

联系人:张钧(总经理)
手 机:158-5211-6655
180-8677-3578
电 话:0516-85853578
传 真:0516-85853578
邮 箱:15852116655@163.com
网 址:www.xzgygt.cn
地 址:徐州泉山经济开发区时代大道25号
一、 蜗轮箱部分:
在装配该部分时,可按以下装配程序:
1.1将蜗杆和轴承装入蜗轮箱盖内。
1.2将调整盖、蜗轮轴承、轴承盖、密封圈、“O”型圈油封、小齿轮等零件均装在蜗轮轴上, 然后将装配好的蜗轮轴装置在蜗轮箱底座内。
1.3将过桥齿轮、铜套装在过桥轴上,然后再一齐装在蜗轮箱底内,使其与小齿轮啮合。其接触斑点,沿齿高不小于 40%,沿齿长于 50%。
1.4将蜗轮箱盖与蜗轮箱底装在一起,此时利用调整盖上的调整螺丝、轴承盖、对蜗轮进行轴向调整,同时可确定调整圈的厚度并确保调整圈与蜗轮箱有 0.1-0.25 毫米的间隙。利用染色法选择蜗杆两端轴承压盖的调整垫的厚度,对蜗杆进行轴向调整,使蜗杆和蜗轮啮合正确,蜗轮轮齿上的接触斑点,沿齿高不小于70%,沿齿长不小于 25%。(跑合后)。蜗杆螺牙的接触斑点为:其长度是整个螺牙长度的 40%以上,且蜗杆螺纹接触斑点不应达到接近螺纹长度 10%的螺纹入口端(即在上述规定的范围内在入口处不允许有接触斑点)。
完成以上四个装配程序后,锁紧调整螺丝,紧固两圆螺母及连接螺栓,把其他零件全部装好, 并按第四节规定加注润滑油。
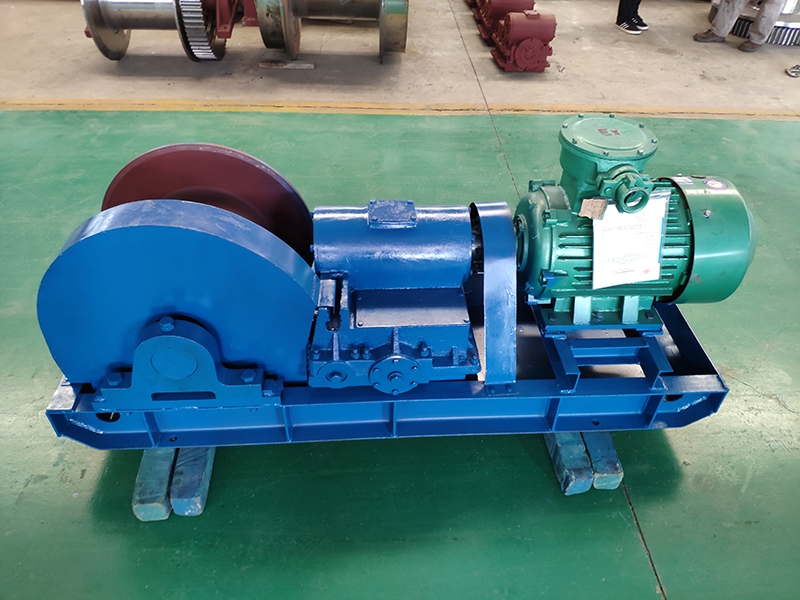
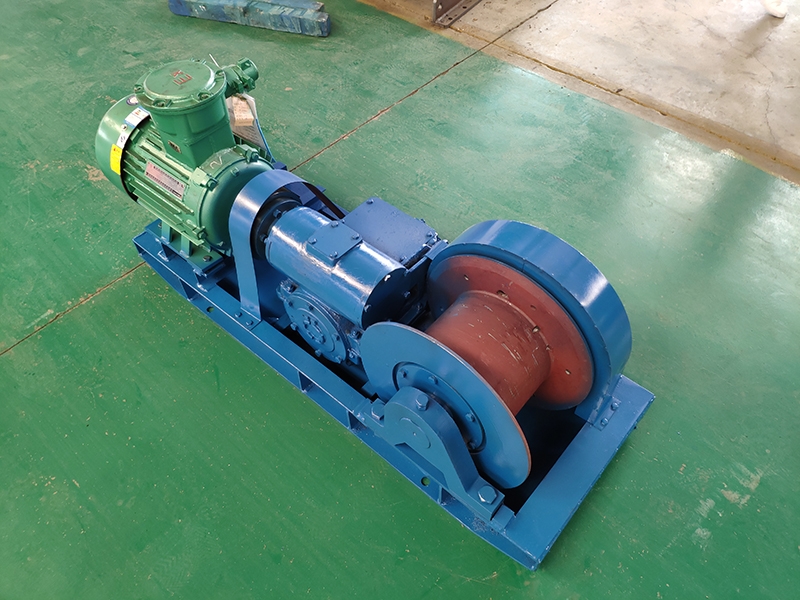
二、 卷筒部分:
该部分主要包括卷筒、轴承、挡油环、卷筒轴、轴承盖、大齿轮、瓦座、密封罩托架等。先将挡油环、轴承装在卷筒轴上,大齿轮装在卷筒上,再将卷筒与卷筒轴装一起,此时可按第四节的规定在轴承内加注润滑脂,然后再将轴承盖、瓦座及其他零件装好,使其成为一个完整的部件。以上两个部件装成后,既可进行总装,先将蜗轮箱总成装在底座上,再把大齿轮防护罩下体就好,继而把卷筒总成装在底座上,并使大齿轮与过桥齿轮达到正确啮合,其中心距为416+0.15,接触斑点:沿齿高不小于 40%,沿齿长不小于50%,其后再以联轴节与电机相联。电机轴与蜗杆中心线的同轴度不得大于φ0.32 毫米,两中心线的倾斜角不得大40°。所有部件装配,调整完毕后,Z后将各部连接螺栓紧固。
装配完毕后,应进行空载试验。试验应遵守第七节规定的操作规程。试车前必须先用手将各传动部分转动两三转,直到认为传动机构灵活,没有卡住现象时,方可正式开车。
上述是回柱绞车的厂家简述的资讯,希望能帮助到大家。

 苏公网安备 32031102001363号
苏公网安备 32031102001363号